Паяльники, которые мы выбираем.
lolo2: Поделюсь последними достижениями в паялоизготовлении
Отличная конструкция!
Но (имхо), "тепло руки" - излишне. Конечно, для лабораторных работ холодный спай термопары не должен подвергаться воздействию дестабилизирующих факторов. Но в деле паяния это излишне.
Хотя... блин, надо было тянуть проводники термопары до питающего разъёма. А там нагрев от источника питания.
lolo2: Простота замены жала. Дешевизна жал и материалов. Доступность технологии изготовления.
--- Недолговечность жала (не знаю простой технологии никелирования). Необходимо следить, чтобы жало не заклинило.
Да не надо менять жало. Просто поменять нагревательный элемент или целиком паяльник. Жало у Вас недолговечное, потому что пытаетесь сделать его сменным, вставляете в керамическую трубочку. А зазоры никуда не денутся, а с ними и доступ кислорода к нагретому медному жалу. Оно окисляется, обгорает по всей длине, утоньшается, разбалтывается и всё. Надо его менять. А если не вытаскивать периодически, то оно заклинит и постепенно разорвёт керамическую трубочку изнутри, и кусочки керамики вместе с остатками жала вывалятся из нагревателя.
Поэтому лучше мотать нихром прямо на медный стержень, предварительно обмотанный слюдой. А потом поверх нихрома плотно обматывать асбестовым шнуром. А уже после этого обмазывать силикатным клеем. Асбест пропитывается им, размягчается и плотно заполняет все пустоты, перекрывая доступ кислороду к меди. При такой технологии жало выгорает только спереди и срок его службы многократно возрастает. Обратите внимание, на старые медные жала, в обычных паяльниках со сменным жалом, которые периодически вытаскивают и обтряхивают с них окалину. Они со временем укорачиваются спереди, за счёт растворения меди в припое, а сзади приобретают коническую форму, т.е. задний, нерабочий конец жала тоньше переднего, рабочего. А почему так? Да потому, что задний его конец находится в нагревателе, сильней нагревается и быстрей выгорает.
Вот и надо наделать нагревателей(паяльников) про запас, с разными жалами и просто менять их.
m-blik: Только я не пойму, как там температура регулируется.
Нашёл ответ на сайте АРГУСа:
-- Этот же индикатор показывает, правильно ли Вы выбрали картридж-наконечник по точке Кюри. Возможные варианты: 500, 600, 700 и 800 по шкале Фаренгейта (или соответственно 260, 315, 352 и 370С).
Следует отметить, что температура точки Кюри является всего лишь точкой отсчета, по отклонению от которой, система «подбирает» мощность для каждого контакта.
Ее не следует воспринимать как рабочую температуру наконечника классических паяльных систем, где от начальной температуры зависит, сколько тепла накоплено в наконечнике.
Напомним, что наконечники индукционных паяльников практически не накапливают тепла из-за их ничтожной массы, поэтому в момент касания платы наконечник теряет температуру и затем вновь нагревается вместе с паяемым контактом.
Поскольку температура холостого хода индукционного наконечника не имеет практического значения, она не отображается и не регулируется.---
То есть жало и капля припоя при касании моментально нагреваются ВЧ током до плавления припоя.
Всё просто и понятно!
dula: Вот и надо наделать нагревателей(паяльников) про запас, с разными жалами и просто менять их.
Я Ваш совет пользую уже давно.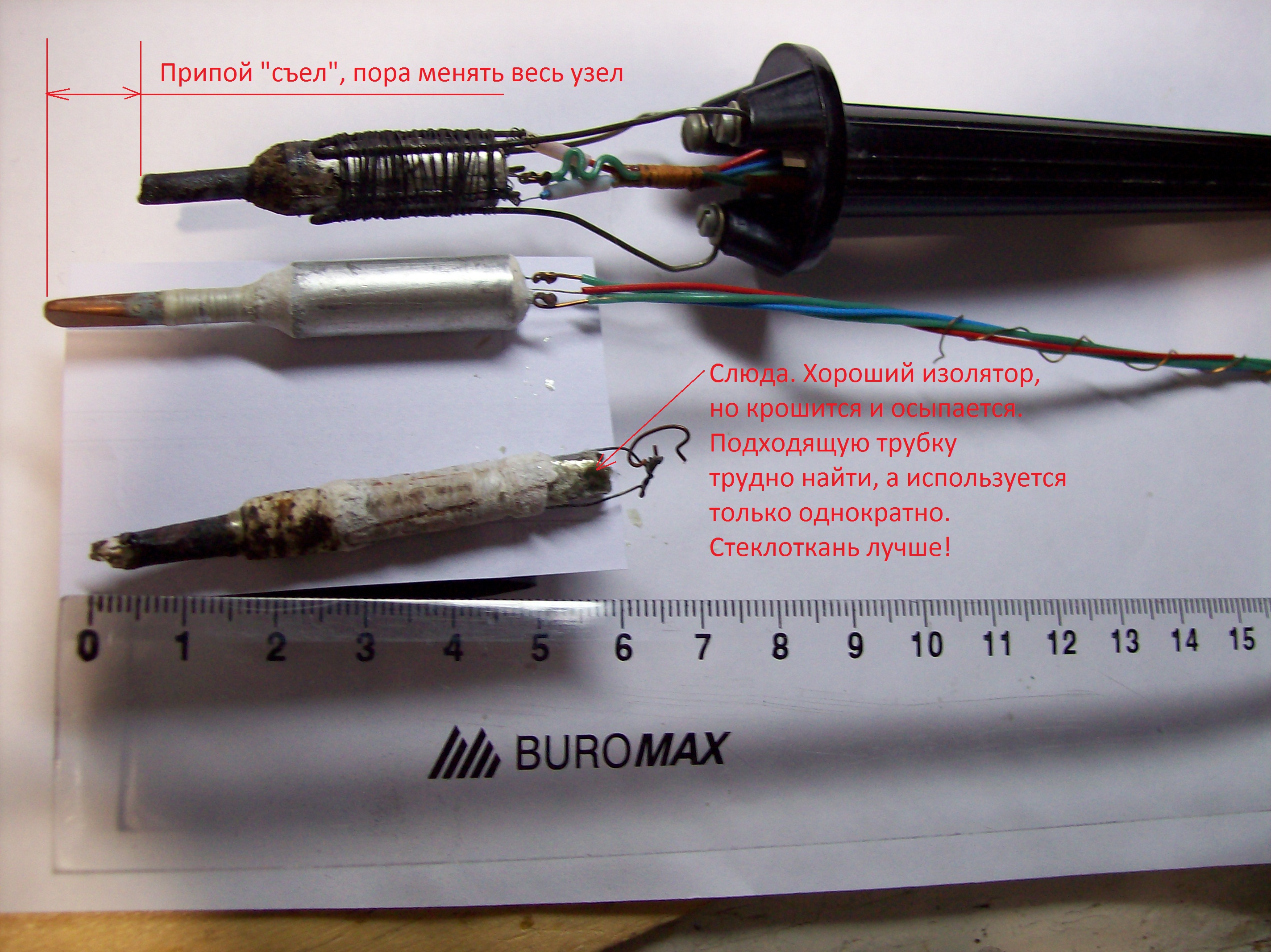
Как основной паяльник - действительно хороший вариант. Но если нужен другой тип жала, то нужно иметь другой паяльник. Перекладывать нагревательный узел – довольно длительное и трудоемкое действие. А здесь покрутил жало в стороны, вытащил и другое вставил. Затраты на изготовление конструкции со сменными и несменными наконечниками одинаковы. Даже если не брать во внимание удобство сменных жал, то, согласитесь, расходный материал в виде медного стержня и узла содержащего стержень, нагреватель, термопару – это две большие разницы.
Нужно только "изобрести" метод защиты поверхности меди от кислорода
А кто то пытался сделать жало из серебра? Как у него обстоят дела с "обугливанием"?
Лично я привык к меди покрытой керамикой, такого жала на долго хватает по этому цена нового не особо кусается.
Link, делали и здесь (в этой теме) рассказывали о его отличной теплопередаче и растворяемости в припое.
serg2r20: и растворяемости в припое.
Понял, оно растворяется в припое быстрее чем выгорает. ![]()
Когда-то давным-давно, на заводе, пробовал медное жало паяльника не заточить, а отковать. То есть придать жалу нужную форму с помощью молотка. Результат превзошел все ожидания: жало работало заметно дольше! И это было полезно, так как точить его приходилось практически каждый день, теряя рабочие (или обеденные ![]() ) минуты.
) минуты.
Вот только удобоваримую технологию ковки не придумал, лупил по жалу просто молотком на наковаленке. И оно получалось таки побитое ![]() , кривое, не красивое. Боялся даже в бригаде его показать, я ж студентик был.
, кривое, не красивое. Боялся даже в бригаде его показать, я ж студентик был.
А методика удобной ковки не была бы лишней и сейчас, в быту. Жало то по-прежнему быстро изъязвляется раковинами.
При этом при ковке и меди меньше расходуется - не стачивается она.
Да, на "Алмазе" у монтажников ценились "нагартованные" медные жала ![]()